

 - 熱成型")
3
Jan
淺談壓克力加工(三) - 熱成型
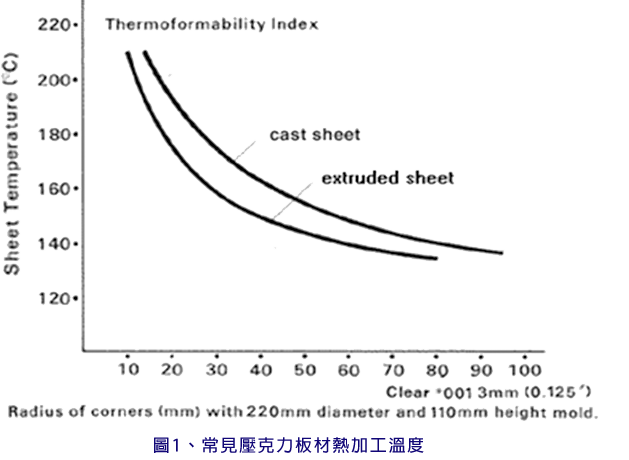
當加熱壓克力時,需均勻加熱至整片壓克力達到可熱成型加工的作業溫度,最佳的加熱時間和溫度取決於片材的厚度、所用模具的類型以及所需的拉伸程度。一般來說,押出級板材的熱成型溫度為135至175C,而澆鑄級板材熱成型溫度則高出約5至10 C (如圖1所示)。壓克力的熱成型操作溫度範圍廣,熱穩定性佳,使熱成型作業變得容易。相同板厚和熱成型溫度下,押出級板材的加工線條細部可表現得比澆鑄等級更為銳利陡峭。熱成型加工的壓克力零件廣泛應用於交通、標誌、建築、招牌和工業市場並具有極大的設計彈性。
常見壓克力的熱成型加工方式有線性折彎成型、柱塞輔助成型、真空成型、加壓成型和射出成型等。
加熱設備
當澆鑄壓克力加熱至 140 至 170°C 時,它會變得柔韌且呈現橡膠狀態,可以透過施加氣壓或機械壓力來形成複雜的幾何形狀;押出壓克力在這個溫度範圍內的行為與澆鑄壓克力相似,但更容易變形,所需要的外力更小。另需注意的是當加熱衝擊改質等級壓克力時,板材在成型溫度下會變得不透明,這是正常現象,當成型達到室溫時,其透明度則會恢復。
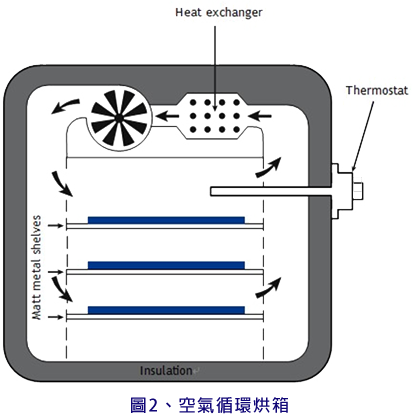
除局部彎曲外,壓克力的整個區域應均勻加熱。對於澆鑄板材,建議採用具有精確溫度控制的空氣循環烘箱(如圖2)。一般級壓克力板材可放置在烤箱中乾淨的水平架上,若其光學品質至關重要時,板材建議採垂直懸掛以避免加熱過程中任何表面損壞或污染,可以設計合適的懸掛夾具沿著板材的最長尺寸懸掛板材。
常見壓克力板加熱設備種類有:
-
自然空氣循環烘箱烘箱底部以Ni-Cr加熱線組加熱烘箱中空氣,熱空氣再加熱架於烘箱中之壓克力板。此型烘箱構造簡單,能控制之加熱區域不大。
-
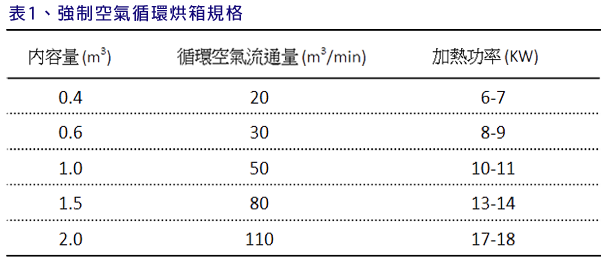
強制空氣循環烘箱此型烘箱可提供較佳之溫度控制,特別適合加熱厚度較大的壓克力板。此型烘箱適合操作溫度範圍為140 - 200 °C ,控制溫差可達 ±3 °C 。常見烘箱規格如表1。
-
電熱紅外線烘箱此型烘箱採用高溫幅射熱源,熱源可遠離壓克力板。但此型烘箱在加熱厚度較大壓克力板時,板材表面溫度快速升高與板材內部溫度有較大的溫度差異,較不利於熱成型作業。
成型模具
壓克力成型模具通常由木材、塑膠或鋁製成,具體材質的選擇取決於成型加工的數量和模具的預算。模具的溫度控制一般採用電熱線圈或熱水管兩種方式。在壓克力衛浴設備的成型過程中,大多數模具需要先行預熱,以防止成型時冷卻速度過快,降低成型良率。此外,模具的夾沿部分也需適當預熱,以避免成型時冷卻過快,導致壓克力件鬆脫並產生廢料。
在製作公母模具時,需考慮兩者之間的間隙和退模斜率,以確保脫模動作能迅速且順利完成。通常,公模的退模斜率約為2/100至5/100,而母模的退模斜率約為1/100至2/100。模底的最小圓角半徑與壓克力的厚度成正比,當壓克力厚度為5 mm時,圓角半徑約為25 mm。球形壓克力的最小球半徑也與原始壓克力板材的厚度及拉伸深度成正比。
對於有長期生產使用及高品質模具細節要求,建議使用水冷型芯鑄鋁模具。光滑的霧面是首選,模具表面必須清除所有灰塵,以防止灰塵痕跡。
線形折彎成型
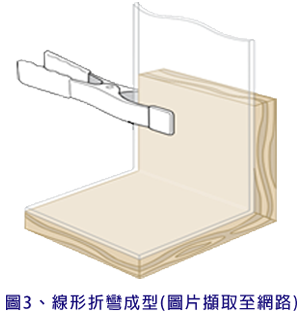
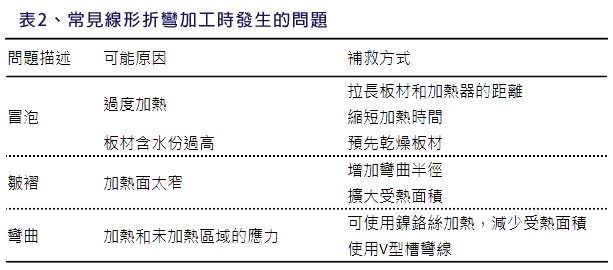
當需要折彎壓克力時,首先使用熱源加熱折彎部位,直到壓克力變得柔軟且有彈性。然後迅速將壓克力彎曲至所需形狀,並使用夾具或手動按壓來保持板材在適當角度,直到其冷卻並固化(如圖3)。這樣可以防止板材恢復原狀,並減少冷卻過程中的應力。需要注意的是,在折彎壓克力時,應避免過度加熱,以防止壓克力板變形或裂開。表2列出常見線形折彎加工時發生的問題與可能原因。
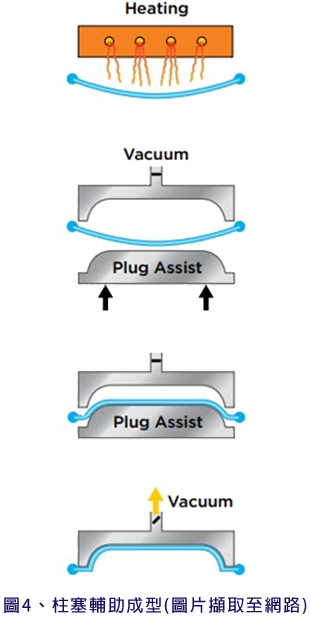
柱塞輔助成型 (PLUG-ASSISTED FORMING)
在製作需高精度產品時,可以採用這種熱成型工藝。首先,將加熱軟化的壓克力板壓向母模,使其伸展如圖4。隨後,利用真空或壓縮空氣將壓克力板緊貼公模成型,這樣可以確保產品壁厚均勻。產品的壁厚取決於公母模之間的間隙。當模具分開後,會使用頂針將產品推出。
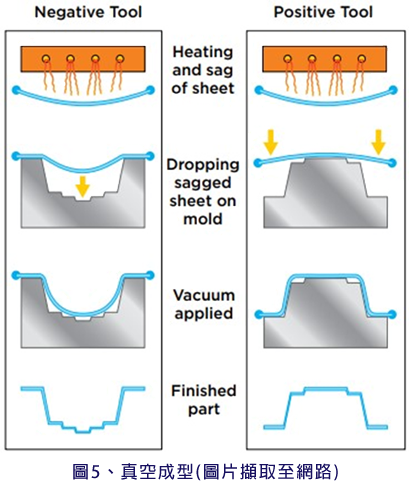
真空成型 (VACUUM FORMING)
真空成型是最傳統的熱成型方法之一。通過加熱壓克力板和模具之間的空氣,利用真空使壓克力板完全貼合模具,從而呈現模具的細節和形狀。
選擇負向模具或正向模具(如圖5)取決於具體應用,通常由零件的外觀或其配合和組裝的重要性決定。負向模具適用於外部幾何形狀較多的零件,而正向模具則適用於需要內部幾何細節和無瑕疵表面的零件。不論使用正向還是負向模具,任何瑕疵都會導致生產出的零件出現缺陷。
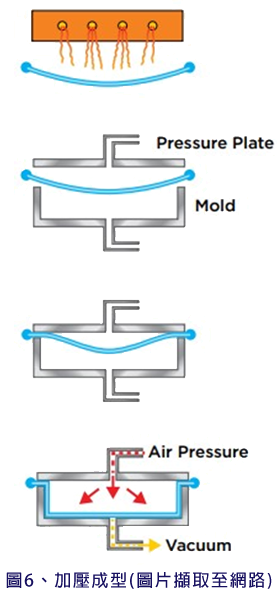
加壓成型 (PRESSURE FORMING)
壓力成型是一種利用壓縮空氣在加熱的壓克力板上生產產品的方法(如圖6)。首先,將板材放置在模具上方並從上方加熱。當板材達到適當溫度時,壓縮空氣會將板材推向模具一旦板材充分冷卻和硬化,就可以從模具上移除。這種成型方法能夠根據規格對塑膠外殼進行修改和調整,並且可以獲得更多的模具表面細節。
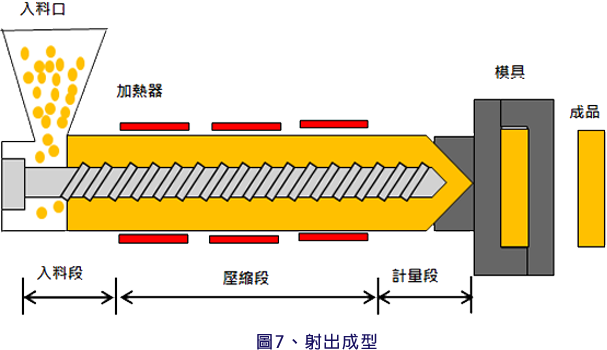
射出成型
射出成型是一種將壓克力粒子作為原料,通過機台進料,利用高溫高壓將熔融的塑料注入不鏽鋼模具中,並在模具中冷卻固化的方法(如圖7)。這種工藝適用的材料和應用範圍廣泛,可以製作複雜、高精度和多樣化的產品。然而,由於模具開模成本較高,通常需要提高產量來分攤模具成本。