

 - 鑽孔、車床、接著、拋光")
淺談壓克力加工(二) - 鑽孔、車床、接著、拋光
鑽孔
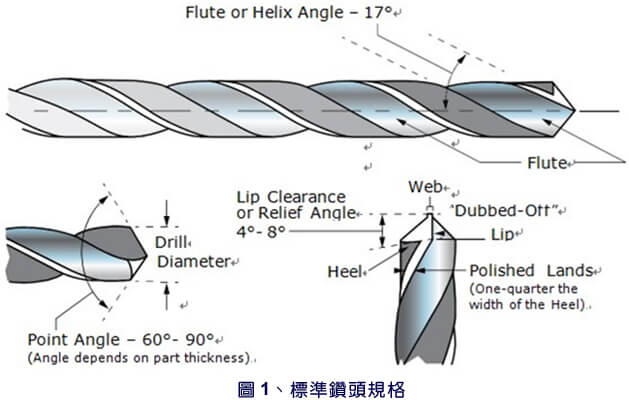
壓克力鑽孔前應確認其厚度及所需孔徑大小,鑽頭應隨時保持在鋒利狀態。鑽頭的鑽尖角度通常在 60 到 90 度之間(如圖1),鑽孔速度範圍常為700至3500 rpm。針對厚度較薄壓克力,可使用階梯式鑽頭,特別是開大孔時比較方便,使用上亦較為容易。厚板壓克力可以使用傳統鑽頭,厚度越厚,轉速越低,鑽孔附近可鋪上紙膠帶保護,避免壓克力表面刮傷(如圖2)。
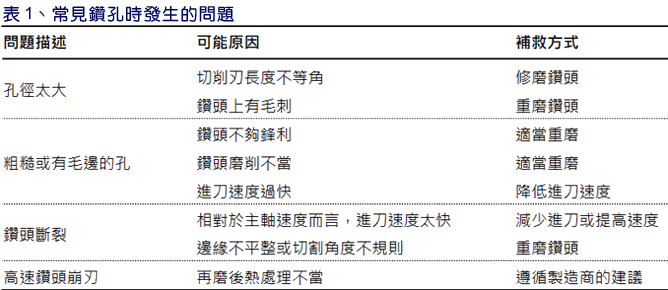
鑽孔加工時因高速磨擦產生熱量,必要時須使用冷風槍或液體冷卻劑來減低熱量積聚。避免過程中產生滑孔現象,鑽孔應要慢速轉動到一個深度後,再轉為快速鑽孔。在其下方處可用墊基材,以提供支撐防止懸空而造成壓克力破裂。當鑽孔幾乎穿過壓克力時,支撐住鑽孔處並讓鑽頭進入墊基材。當欲將鑽頭從孔洞處中移出時,鑽頭仍需處於轉動狀態下。表1為常見鑽孔時發生的問題。

車床
車床加工一般分為「走心式」(材料動、刀具不動,如圖3)以及「走刀式 」(刀具動、材料料不動)二類。這種技術可以將壓克力外圍加工成圓形或末端較細的形狀(錐形)或是執行擴大孔徑的搪孔、切削螺紋,切槽切斷。
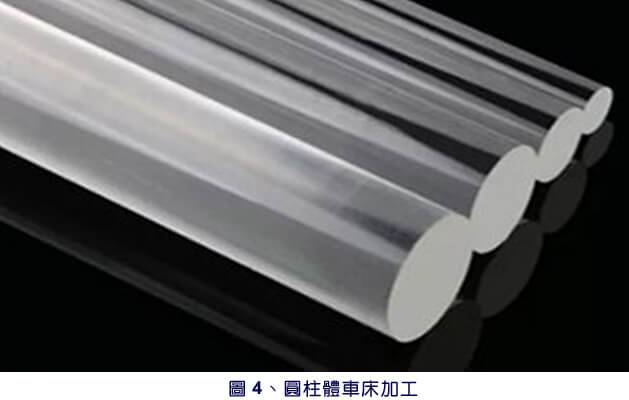
加工過熱可能導致局部變形和公差損失,物件也可能會因應力關係出現龜裂。可透過使用冷卻劑保持工件冷卻及放緩進刀速度改善。車床加工的壓克力多以圓柱形為主(如圖4),加工過程中也會更換不同的車刀以達到不同的加工目的。

接著
- 溶劑型:以氯烷類溶劑為主,將接著面浸潤,接著面相向壓緊即可。此原理主要是因為氯烷類溶劑可將壓克力侵蝕溶解。此方式簡單、快速,適合小接著面積 。
- 兩劑反應型:分 AB 兩劑 , A劑為反應型壓克力膠內含聚合引發劑,B 劑為其固化促進劑。壓克力AB膠反應機制是一種氧化還原的自由基聚合反應,反應速度快,對環境溫度要求不嚴格,接著結構強度高有韌性,且具有耐瞬間衝擊強度高等特性。
- UV固化型:藉由紫外光線照射,反應型壓克力膠迅速發生化學反應,並能與壓克力基材黏合,具優良的接著強度。

拋光
裁切後的壓克力可使用適當拋光加工技術,使其切割面恢復透明亮光平滑。常見拋光加工方法有布輪拋光、鑽石拋光、火焰拋光等。
布輪拋光
使用旋轉印花布拖進行強力拋光是常見的加工方式(如圖6)。首先刮擦或打磨邊緣以去除機器切割痕跡,在進一步行拋光時,可搭配專用研磨皂,提高效率。注意選用布輪材料,車縫線越多越硬,拋光時摩擦力越大,布輪層數越多拋光面積越寬,接觸範圍越廣。

鑽石拋光
鑽石拋光方式是一種常見可以使壓克力板材邊緣恢復高光亮且平整的方式(如圖7)。通常壓克力裁切面可直接以鑽石拋光處理,但限於垂直平面和斜面處理,不適用於圓角處。

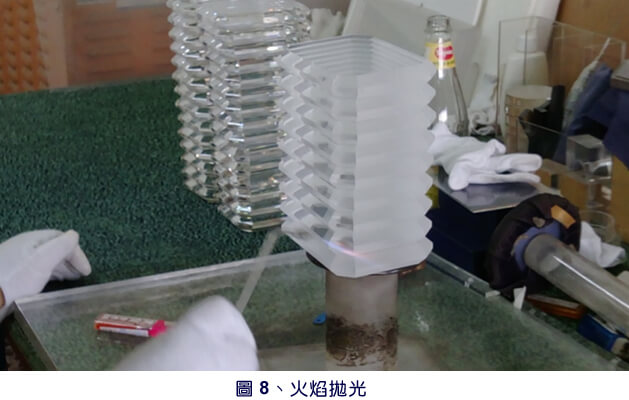
火焰拋光
火焰拋光是一種簡易能快速使壓克力斷切面恢復光亮的方式,常見需先刨平或砂磨表面至平整,再進行平面拋光處理(如圖8)。
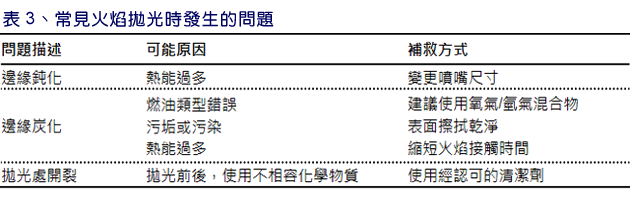
火焰拋光施作時,如果火焰移動速度太慢,可能會出現氣泡、應力殘留和龜裂現象。壓克力火焰拋光處如需要進一步黏合或裝飾邊緣,建議對壓克力先進行退火,消除殘留之內應力。火焰拋光可能會導致壓克力顏色變化。表3為常見火焰拋光時發生的問題。