

.jpg "淺談壓克力加工(一) - 切割")
淺談壓克力加工(一) - 切割
壓克力是一種脆性材料,在進行加工切割時應保持緩慢進刀速度。在進行機械加工時會產生大量熱量,加工周圍會產生熱應力,將熱量積聚控制在一定範圍內非常重要。建議在加工過程中使用冷卻劑來幫助潤滑、去除切屑並保持低應力加工溫度。冷卻劑包括水和水/空氣霧、可溶性油和壓縮空氣。可溶性油必須是水包油乳液,且不得含有可能導致應力開裂的溶劑。
常見壓克力加工主要分成二大類:
- 機械加工:所有適用於銅、鋁及木材加工之機械,均可加工壓克力板材 -- 裁切、手刀線裁切/彎折、雷射裁切、 CNC裁切、鑽孔、車床、接著、拋光
- 熱成型加工:經由溫度控制,搭配適當的機械力量,壓克力可塑形成任何形狀-- 熱壓成型、押出成型、射出成型
鋸齒工具
為了在切割加工上有良好的品質,切割工具必須保持鋒利,大多數用於木材和軟金屬的工具都適合使用,電動高速鋼刀頭適合實現良好的切割品質。
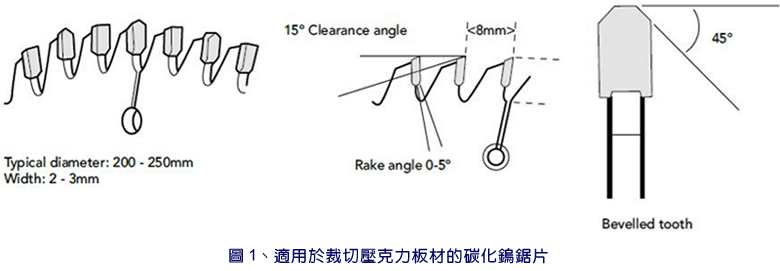
對於需長時間加工操作,建議使用碳化鎢刀片或刀頭(如圖1),以延長工具使用壽命。有精準高品質的壓克力切割面需求者,建議可使用鑽石刀具來施作。
裁切方式
對於較小的物件,可以使用細齒手鋸(如捲鋸和鋼鋸)裁切壓克力,施作時必須牢固工件並且施加壓力,建議可使用帶有替代斜切刀片的電鋸來鋸切。
在從事切割或鑽孔堆疊壓克力時,建議在壓克力之間,放置蠟紙或PE膜並持續將粉屑吹除,以避免加工時熱量蓄積。常見裁切機械為帶鋸(belt saw)、線鋸(scroll saw)、圓鋸(circular saw)、曲線鋸(jig saw)、雷射光(laser ray) 裁切及CNC裁切。表1為常用電動裁切設備參數。
鋸齒裁切
帶鉅裁切 : 帶鋸可切出一般弧形及射出件整邊。但切緣平整度以及鋸速不如圓鋸裁切。
線鉅裁切 : 線鋸可作為弧形和剖面切割,需注意的是,較其他切割機具更容易在切面產生熱量。裁切不同厚度之壓克力物件,宜選擇不同鋸齒密度之鋸條。
圓鉅裁切 : 常用於直線垂直切割。
曲線鋸裁切 : 曲線鋸機本身構造簡單便於攜帶。弧形切割容易,但切緣平整度不佳,通常切緣需要再修整。
.png)
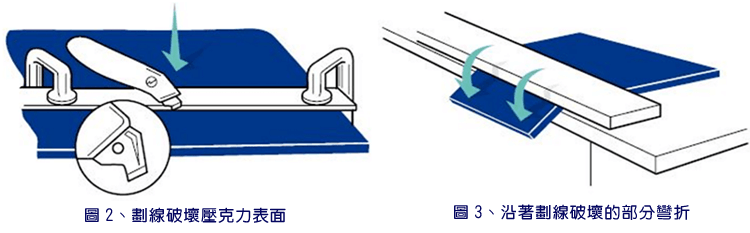
手刀線裁切/彎折
厚度達4 毫米的壓克力可以利用手刀線裁切,方法是用鋒利的金屬劃線器在一個表面上深深地劃線幾次,將劃線最上面的板材夾緊,然後用力向下壓過工作台的邊緣,如下圖2與3。
雷射裁切
雷射切割是透過光學系統產生高功率雷射光束來燒熔材料,讓材料產生缺口並切斷,能夠精準控制裁切尺寸。壓克力經雷射裁切後可有光亮的物件邊緣(如圖4) ,但同時也會增加壓克力內部的應力。在施作過程中,應需適當控制其功率且在切割有顏色物件時,其切緣會有褪色或色差現象產生的可能。
CNC裁切
CNC加工是依靠馬達主軸帶動切割頭高速旋轉並藉由電腦數值系統輔助技術來達到裁切目的。壓克力可藉由此工法裁切成高精確度的物件,亦可透過其切割深度的變化進行2D及3D雕刻。

